BMS
Ⅰ新聞繪圖
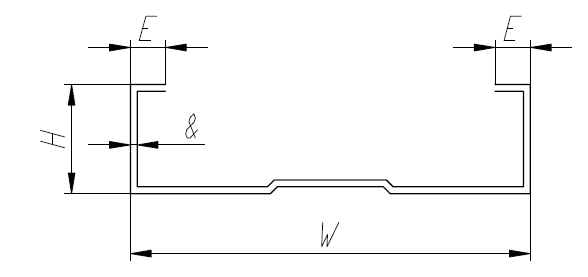


C pullin肋:有或沒有(可選)
嘴唇(e) | 10〜20±1mm |
高度(h) | C: 40〜100±1mm(不能超過50%的網站) |
| Z:49〜100mm±1mm(不能超過Web的50%) |
網頁(W): | C75〜300±1mm |
| Z120〜300±1mm |
長度公差為6米:L±3mm
腹板和高度(法蘭)側的沖孔孔,公差:±1mm.,插槽孔尺寸:14x25mm或定制孔對於類似的尺寸
沖壓孔如下:
Ⅱ。材料:
材料厚度: 1.5〜3.2mm.
適用材料:340 MPA用於MS或HR和GALVALUME 550MPA AZ150
Ⅲ。機器工作流程
折疊機→送料和調平裝置→Hadualific預切割和沖壓裝置→軋製成型系統→液壓後切割→產品支撐框架
IV。機器組件
1)液壓折疊器: 一套5噸

2)冷軋機:
帶餵料材料指南(自動餵養控制,節省勞動力成本)和平整設備

身體框架由國家標準 450#H.焊接型鋼;
牆板厚度:30毫米(更厚,更強大,更穩定,工作長壽)
滾輪製成工具鋼CR12(D3鋼,工作壽命長),精密加工,
由高品質45#鋼製成的軸,主軸直徑=ф90mm.,矯直輥軸直徑=ф100mm.,精密加工
電機駕駛,鏈輪傳動,約22形成站(19步,形成最終成型3步和3步)。
主電機=22KW.,頻率控制
尺寸更換電機:6pcs, 由PLC編程自動控制。

成型速度約為15-20米/分鐘(取決於沖孔孔的數量)
和大方形滾子設置

所有8.8級螺釘螺栓,以確保在機器長時間運行期間緊密地固定機器結構和長壽命。
3)液壓沖壓和切割裝置:
預沖壓和預切割,使用相同的液壓系統
液壓馬達:7.5kw.,液壓範圍:16MPa
沖壓和切割工具材料:模具鋼 CR12MOV(= D2鋼,用一百萬次沖壓/切割壽命),熱處理到HRC58-62度
3缸用於在網和法蘭上沖壓的孔沖孔系統:

提供齒輪設置有向上/向下動作用齒輪

基地沖孔站位於適當的鉛螺釘上,便於將沖孔站拿出沖壓和模具, 和添加測量尺度以便於調整
液壓系統用油過濾器進行濾油,以確保循環的油清潔並延長液壓系統的壽命。(見下面的圖片)

加上我們專利的液壓通用後切割裝置(無需改變不同尺寸的切割模具,如傳統的偽機器),這使得剪切輪廓看起來更好

4)PLC控制系統
C pullin和z Pullin之間的交換:手動變化有以下3個簡單步驟:

但從C75-300或Z120-300中,PLC系統自動更改大小:通過在觸摸屏上按鍵的轉換
控制數量和沖壓,自動切割長度
結合:PLC,逆變器,觸摸屏(大尺寸7英寸,便於操作,既英文和中文),編碼器等
切割到長度公差≤±1 mm
控制電壓24V

5)退出機架:
沒有動力,帶有滾子的東部運動,2個單位x 3m長


V. 機器圖片(僅供參考)
1. eeding材料側視圖:

2.在視圖中:

3)通用後切割器側視圖:

4)機器生產的C purlins


5)機器生產Z紫蛋白

VI。快速變化型CZ PURLIN捲成型機視頻
http://www.rollformingmachinerychina.com/quick-change-cz-purlin-roll-forming-machine_n97.


















