BMS

| 不。 | 主要參數 | 捲成型軋機參數 | ||
| 1。 | 有效寬度 | 41mm. | 形成站 | 22步 |
| 2。 | 有效的寬度公差 | ±0.5mm. | 根據 | H450. |
| 3. | 材料厚度 | 2.0-2.8mm. | 側壁厚度 | Q235 T18MM |
| 4. | 檢查厚度 | 2.0mm. | 軸直徑 | Φ75/ 85mm. |
| 5。 | 應用材料 | 鍍鋅板(GI) | 主要電機功率 | 15 kW. |
| 6。 | 屈服強度 | Q235-Q550MPA | 螺栓螺栓 | 8.8級 |
| 7。 | 產品速度 | 12-18米/分鐘 | 拉桿 | Ф22鍍鋅 |
| 8。 | 有效尺寸 | 作為客戶設計 | 滾筒 | GCR15(= EN31鋼),精密加工,硬鉻塗層 |
| 9。 | 控制系統 | PLC控制系統 | 處理模式 | CNC車床,聽到處理,硬鉻塗層,厚度0.04mm |
| 10。 | 測試材料 | BMS將在機床測試前2週提供飼養材料的尺寸 | ||
工作流程
折疊機→調平器件→沖孔機→液壓預切割裝置→捲成型系統→液壓後切割器→退出架

機器組件顯示

液壓預切割裝置 捲成型磨機


液壓後切割機 服務驅動和沖壓機
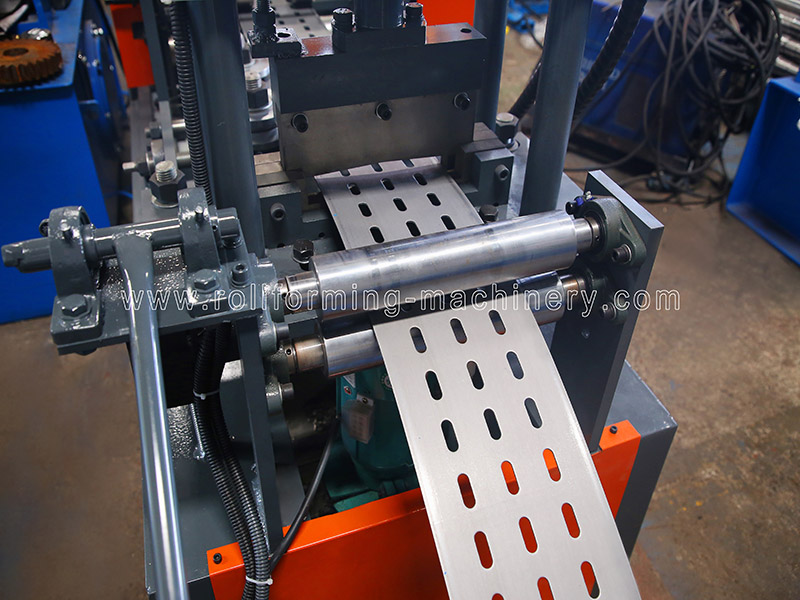
機器生產的產品




![]()

















